La production de froid (= chaleur à basse température) s'effectue dans la brasserie presque exclusivement au moyen d'installations frigorifiques à compression, et plus rarement au moyen d'installations à absorption. L'ammoniac liquide comprimé est ainsi évaporé. Pour s'évaporer, l'ammoniac a besoin d'énergie thermique. L'ammoniac puise cette chaleur dans son environnement, qui est ainsi refroidi. Il existe deux possibilités de refroidissement :
- l'ammoniac est directement évaporé dans les tuyaux ou les poches de refroidissement (refroidissement par évaporation directe) ou
- l'ammoniac est évaporé dans un évaporateur, ce qui refroidit un agent de refroidissement, généralement du glycol, qui est à son tour envoyé dans les tuyaux ou les poches de refroidissement (refroidissement indirect par évaporation).
Le refroidissement avec de l'eau glacée à 0℃ n'est pas possible car à la fin une température de 0℃ doit être obtenue et pour que l'échange de chaleur ait lieu une différence de température de 3 à 4℃ est nécessaire.
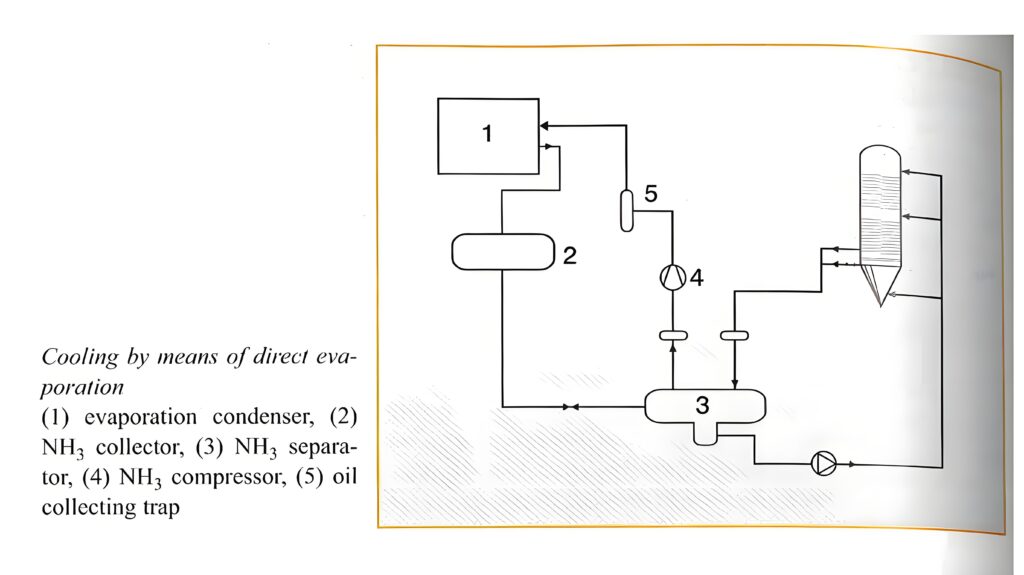
Refroidissement par évaporation directe
Dans le cas du refroidissement par évaporation directe, l'ammoniac liquide froid provenant du coupeur NH₃ (3) est introduit par le haut dans les tuyaux segmentés de la zone de refroidissement. Pendant que l'ammoniac s'évapore, il extrait la chaleur de l'intérieur du réservoir et le refroidit. L'ammoniac évaporé est acheminé vers le compresseur NH₃ (4) par l'intermédiaire du couteau (3) où il est comprimé après avoir été réchauffé. Dans le condenseur d'évaporation (1), le NH₃ chaud (35℃) est à nouveau liquéfié par refroidissement et réintroduit dans le cycle par le collecteur (2).
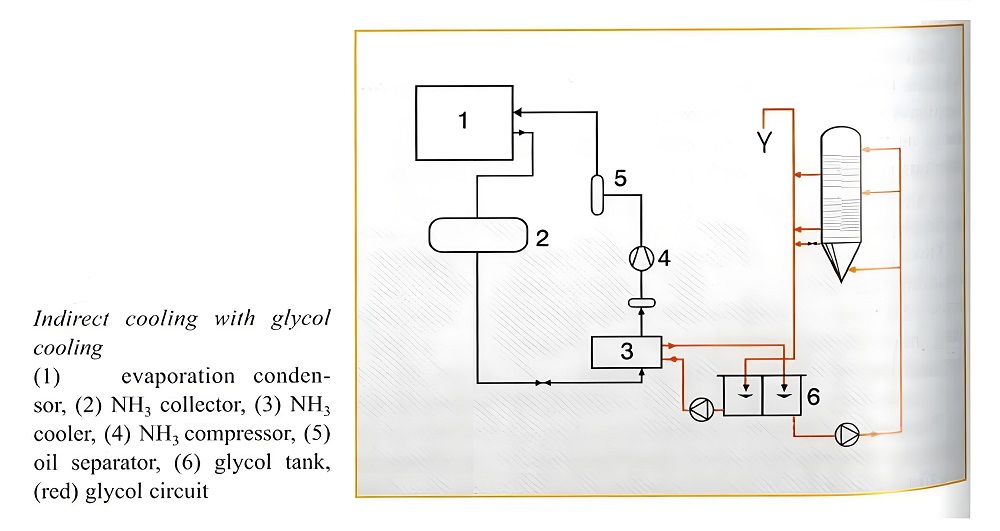
Refroidissement indirect au glycol
Dans le cas du refroidissement indirect, le circuit d'ammoniac (1-4) est relié à un circuit de glycol séparé. Le glycol, qui à -1℃ est relativement chaud, est refroidi à -4 à -6℃ dans le coupeur NH₃ et est d'abord placé dans un réservoir de glycol (6) utilisé comme stockage. De là, il est introduit dans les tuyaux segmentés de la zone de refroidissement par le bas et se réchauffe, tandis que le contenu du réservoir se refroidit. Le glycol chauffé est ensuite remis en stock et réintroduit dans le cycle.
L'avantage de l'évaporation directe réside avant tout dans le faible coût spécifique de l'énergie électrique, qui permet de réaliser des économies d'énergie considérables (jusqu'à 40%).
Le refroidissement indirect au moyen de glycol présente un certain nombre d'avantages :
- l'étape de circulation du glycol n'est pas nécessaire,
- il est possible de travailler avec des températures d'évaporation plus élevées (-4 à -6℃) au lieu de -10℃,
- des pompes nettement plus petites sont nécessaires, car la quantité à transporter est moindre,
- des tuyaux d'alimentation nettement plus petits sont nécessaires,
- ce qui permet de réduire considérablement les coûts d'isolation et d'installation,
- le contrôle de la température est plus précis et le système est plus flexible.
En revanche, les inconvénients sont les suivants :
- des pressions de fonctionnement plus élevées dans les convoyeurs, ce qui entraîne des coûts plus élevés,
- les températures d'évaporation ne sont pas constantes,
- l'installation peut à peine être utilisée à l'état stationnaire,
- de grandes quantités de réfrigérants sont nécessaires, ce qui, dans certains pays, nécessite une autorisation spéciale (Allemagne : << 3t NH₃ nécessite une autorisation spéciale,
- des dépenses d'aménagement relativement élevées pour des raisons de sécurité,
- risque de perte de réfrigérants,
- Il n'y a pratiquement aucune possibilité de stocker l'énergie de refroidissement.
Dans le cas du refroidissement indirect, on utilise aujourd'hui presque toujours des solutions d'éthylène ou de propylène glycol, qui sont réglées pour résister au gel jusqu'à -10 à -15℃. Cette procédure présente également des avantages et des inconvénients.
Les avantages sont les suivants :
- les pressions de fonctionnement plus faibles dans les surfaces de transfert de chaleur,
- une charge uniforme de l'installation de refroidissement lors de l'utilisation d'un entrepôt frigorifique,
- des températures d'évaporation constantes sont possibles, inférieures de 3 à 4℃ à la température de la valeur de consigne,
- la quantité d'ammoniaque nécessaire est nettement inférieure.
Les inconvénients sont les suivants :
- l'augmentation considérable des besoins en énergie de l'installation de refroidissement,
- le système de tuyauterie et les pompes, ainsi que
- les autres avantages du refroidissement par évaporation directe.
En général, les avantages de l'évaporation directe l'emportent et la majorité préfère cette solution.

